يمكنك العثور على الحل العادي حول آلة القطع بالليزر وعملية القطع بالليزر.
مبدأ العمل
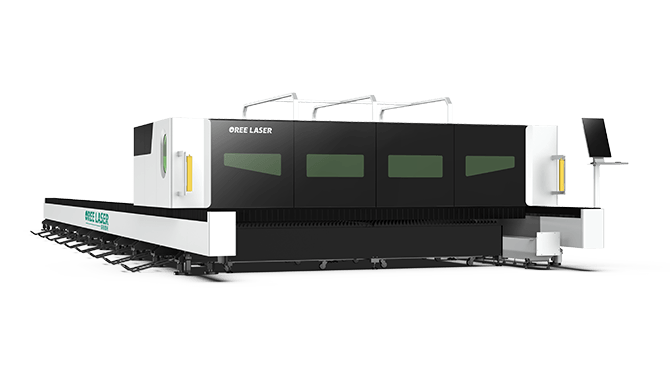
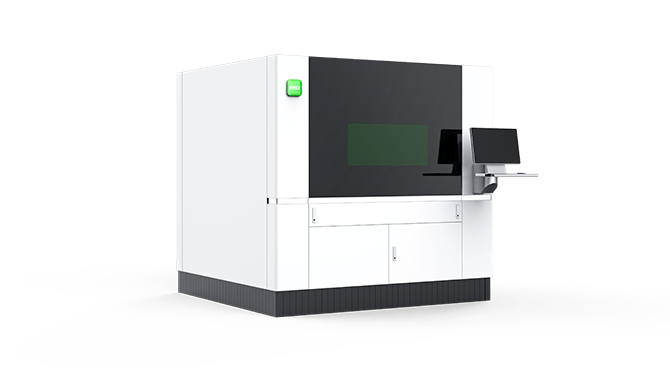
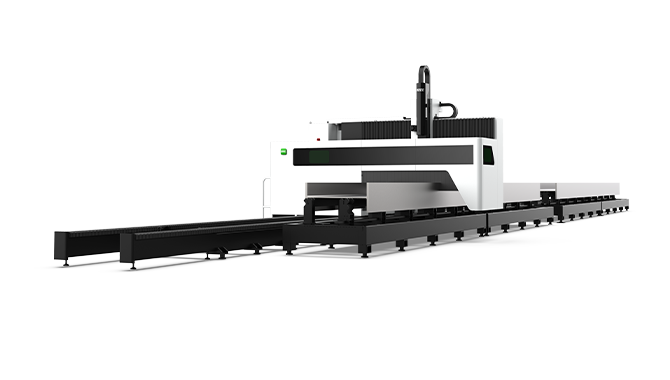
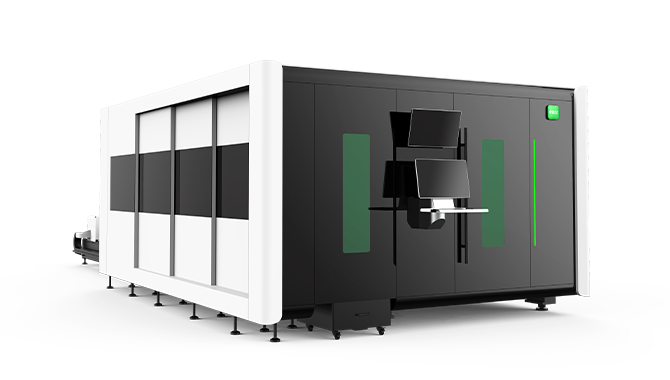
القطع بالليزر هي تقنية تستخدم الليزر لقطع المواد ، وعادة ما تستخدم في تطبيقات التصنيع الصناعية ، ولكنها بدأت أيضًا في استخدامها من قبل المدارس والشركات الصغيرة والهواة. يعمل القطع بالليزر عن طريق توجيه إخراج ليزر عالي الطاقة في الغالب من خلال البصريات. يتم استخدام بصريات الليزر و CNC (التحكم العددي بالكمبيوتر) لتوجيه المواد أو شعاع الليزر المتولد. قد يشتمل الليزر التجاري النموذجي لقطع المواد على نظام تحكم في الحركة يتبع رمز CNC أو G للنمط المراد قطعه على المادة. يتم توجيه شعاع الليزر المركّز إلى المادة ، والتي إما أن تذوب ، أو تحترق ، أو تتبخر بعيدًا ، أو تنفجر بعيدًا عن طريق نفث الغاز ، تاركة حافة ذات سطح تشطيب عالي الجودة. تستخدم قواطع الليزر الصناعية لقطع المواد المسطحة وكذلك المواد الإنشائية والأنابيب.

العوامل المؤثرة على دقة الأبعاد في القطع بالليزر
نؤكد أن الشركة المصنعة لآلة القطع بالليزر ممتازة ، ودقة القطع هي المعيار الأول. لذلك ، كيفية تأكيد دقة القطع سواء كانت مؤهلة ستكون من العوامل الأربعة التالية في الاعتبار
1. حجم التخثر بالليزر لمولد الليزر. إذا كانت البقعة صغيرة جدًا ، تكون دقة القطع عالية جدًا ، وإذا كانت الفجوة صغيرة جدًا بعد القطع. إنه يوضح أن دقة آلة القطع بالليزر عالية جدًا ، والجودة عالية جدًا.
2. دقة طاولة العمل. إذا كانت دقة طاولة العمل عالية جدًا ، فسيتم تحسين دقة القطع. لذلك ، تعد دقة طاولة العمل أيضًا عاملاً مهمًا جدًا لقياس دقة مولد الليزر.
3. شعاع الليزر المكثف في شكل مخروط. عند القطع ، يجب أن يتناقص شعاع الليزر ، عندما يكون سمك قطع قطعة العمل كبيرًا جدًا ، سيتم تقليل دقة القطع ، وستكون الفجوة كبيرة جدًا.
4. قطع المواد مختلف ، كما سيؤثر على دقة آلة القطع بالليزر. في نفس الحالة ، سيكون قطع الفولاذ المقاوم للصدأ والألمنيوم بدقة مختلفة جدًا ، وستكون دقة قطع الفولاذ المقاوم للصدأ أعلى ، وسيكون القسم سلسًا.
كيفية تركيز الليزر
يتم تركيز شعاع الليزر من خلال العدسة البؤرية. تعمل العدسة البؤرية كعدسة مكبرة وضوء الشمس. بالنسبة للعدسة مقاس 55 مم ، يمر شعاع الليزر عبر العدسة ويتقارب إلى أصغر نقطة عند حوالي 55 مم من حافة العدسة. يتركز شعاع الليزر على أصغر حجم في هذه "البقعة". بالنظر إلى أن العدسة مثبتة في الأنبوب البؤري ، فإن السؤال هو كيفية وضع المادة في الموقع الأمثل للنقش أو القطع.
أولاً ، فكر في النتائج المرجوة. عندما نريد الحفر ، نريد أن يكون شعاع الليزر مركّزًا على أصغر بقعة وتلك البقعة الموجودة على السطح العلوي للمادة. الحصول على أصغر حجم موضعي سيعطينا أفضل دقة. أفضل نقطة في البوصة (نقطة في البوصة). يجب أن تكون آلة الليزر مزودة بأداة قياس الارتفاع اليدوية. تأتي بعض الآلات بقطعة مربعة أو أكريليك لتتناسب مع علامة على جانب الأنبوب البؤري. تأتي الآلات الأخرى بمقياس محسس يناسب بشكل مريح بين فوهة الأنبوب البؤري والسطح العلوي للمادة.
تتمثل طريقة الضبط العادية في وضع المادة على طاولة العمل ثم تحريك ارتفاع طاولة العمل بحيث يكون السطح العلوي للمادة في نقطة تركيز شعاع الليزر. استخدم أداة القياس أثناء تحريك الجدول إلى الارتفاع المناسب. تأكد من عدم تحريك الطاولة بعيدًا. لن ترغب في إتلاف سطح الطاولة أو المواد أو التجميع البؤري.
معظم أجهزة الليزر لها ارتفاع طاولة متحرك. إذا لم يتحرك الجدول أو تم نقله بالفعل إلى الأعلى ، فإن الأنبوب البؤري لديه بعض التعديل للتحرك / الانزلاق لأعلى ولأسفل حوالي 1.5 بوصة. أولاً ، قم بفك صمولة الأنبوب البؤري (أو المسمار). ثانيًا ، انقل الأنبوب البؤري إلى الارتفاع المطلوب فوق سطح المادة. أخيرًا ، شد صامولة الأنبوب البؤري (أو المسمار).
قد تشعر بالقلق من أنك تستخدم الأداة المتوفرة لوضع التركيز على المسافة المحددة ، لكن التركيز لا يبدو صحيحًا. من فضلك تذكر أن البصريات الصينية ليست الأفضل. قد تكون المسافة البؤرية المثلى أقرب أو أبعد قليلاً عن العدسة. ضع قطعة من الخردة المسطحة (الخشب) تحت التجمع البؤري. اضبط التركيز بحيث تكون المادة قريبة جدًا من العدسة البؤرية. استخدم زر "الليزر" لعمل بقعة اختبار على الخشب. سيكون حجم البقعة أكبر من الرغبة في النقش. حرك الطاولة بعيدًا عن العدسة مسافة صغيرة. انقل الخشب إلى موقع مستهدف نظيف. اصنع بقعة اختبار أخرى باستخدام زر "الليزر". يجب أن يكون حجم البقعة أصغر. استمر في تحريك الطاولة وعمل نقاط اختبار على سطح الخشب. عندما تبدأ البقعة في الاتساع ، تكون قد تجاوزت للتو النقطة المحورية. هذه هي أسهل طريقة لمعرفة المسافة البؤرية الحقيقية لعدستك.
للحصول على افضل نقش ....
1. تأكد من أن الليزر الخاص بك يركز على المادة.
2. إذا كانت المادة المستهدفة عبارة عن سطح غير مستوٍ ، فقد تجد بعض المناطق التي يكون فيها الليزر خارج التركيز.
3. إذا كانت المادة المستهدفة عبارة عن قضيب وتد ولا تستخدم ملحقًا دوارًا. سيكون الليزر خارج التركيز في بعض أجزاء الصورة.
4. إذا بدت صورتك مشوشة عند حواف القطع بالليزر ، لكنها مركزة ، فقد تحاول الحفر بسرعة عالية جدًا. اضبط سرعة النقش على معدل أبطأ. ستحتاج أيضًا إلى تقليل نسبة طاقة الليزر حتى لا تفرط في حرق المواد.
5. إذا أظهرت المواد الخاصة بك خطوطًا (مسحًا ضوئيًا) في المناطق المنقوشة ، فقد تحتاج إلى تقليل "فجوة المسح". "فجوة المسح" هي مقدار المساحة التي يتحرك بها السكة في الاتجاه Y بين ممرات مسح النقش. تعيين "فجوة المسح" على رقم أقل سيعطي دقة أفضل. مع بعض المواد (الألمنيوم المؤكسد ، والبلاستيك الصلب ، والخشب الصلب) ، قد تؤدي فجوة المسح التي تبلغ 0.05 إلى نتائج ممتازة. الإعداد الجيد للزجاج هو 0.07. في المواد البلاستيكية اللينة ، ستكون هناك حاجة إلى فجوة مسح تبلغ 0.1 لضمان عدم انكسار البلاستيك. الإعداد 0.1 جيد للأخشاب اللينة.
إذا كنت تنقش بانتظام مواد تختلف في المسافة من نقطة الاتصال ، فقد يكون من الجيد شراء عدسة بؤرية ذات طول بؤري أطول. سيبقى الطول البؤري الأطول أكثر إحكامًا للتركيز البؤري لمسافة أكبر.
أنواع
هناك ثلاثة أنواع رئيسية من الليزر المستخدمة في القطع بالليزر. ليزر ثاني أكسيد الكربون مناسب للقطع والحفر والحفر. الليزر النيوديميوم (ND) والنيوديميوم الإيتريوم والألمنيوم والعقيق (ND-YAG) الليزر متطابقان في الأسلوب ويختلفان فقط في التطبيق. يستخدم ND للملل وحيث يتطلب طاقة عالية ولكن التكرار المنخفض. يتم استخدام ليزر ND-YAG عند الحاجة إلى طاقة عالية جدًا وللثقب والحفر. يمكن استخدام كل من ليزر CO2 و ND / ND-YAG للحام.
تشمل المتغيرات الشائعة لليزر ثاني أكسيد الكربون التدفق المحوري السريع والتدفق المحوري البطيء والتدفق العرضي والبلاطة.
عادةً ما يتم "ضخ" ليزر ثاني أكسيد الكربون عن طريق تمرير تيار عبر مزيج الغاز (متحمس بالتيار المستمر) أو باستخدام طاقة تردد الراديو (مثبَّت بترددات الراديو). تعد طريقة التردد اللاسلكي أحدث وأصبحت أكثر شيوعًا. نظرًا لأن تصميمات التيار المستمر تتطلب أقطابًا كهربائية داخل التجويف ، فيمكن أن تواجه تآكلًا في القطب الكهربائي وطلاء مادة القطب على الأواني الزجاجية والبصريات. نظرًا لأن مرنانات التردد اللاسلكي لها أقطاب كهربائية خارجية ، فهي ليست عرضة لتلك المشاكل.
تُستخدم ليزر ثاني أكسيد الكربون في القطع الصناعي للعديد من المواد بما في ذلك الفولاذ الطري والألمنيوم والفولاذ المقاوم للصدأ والتيتانيوم ولوحة المهام والورق والشمع والبلاستيك والخشب والأقمشة. تُستخدم ليزر YAG بشكل أساسي لقطع وكشط المعادن والسيراميك.
بالإضافة إلى مصدر الطاقة ، يمكن أن يؤثر نوع تدفق الغاز على الأداء أيضًا. في مرنان التدفق المحوري السريع ، يتم تدوير خليط ثاني أكسيد الكربون والهيليوم والنيتروجين بسرعة عالية بواسطة توربين أو منفاخ. تقوم ليزر التدفق المستعرض بتدوير مزيج الغاز بسرعة منخفضة ، مما يتطلب منفاخًا أبسط. تحتوي الرنانات المبردة باللوح أو الانتشار على حقل غاز ثابت لا يتطلب أي ضغط أو أواني زجاجية ، مما يؤدي إلى توفير في استبدال التوربينات والأواني الزجاجية.
يتطلب مولد الليزر والبصريات الخارجية (بما في ذلك عدسة التركيز) التبريد. اعتمادًا على حجم النظام وتكوينه ، يمكن نقل الحرارة المهدرة بواسطة مبرد أو مباشرة إلى الهواء. الماء عبارة عن مبرد شائع الاستخدام ، وعادة ما يتم تداوله من خلال مبرد أو نظام نقل الحرارة.
ليزر microjet هو ليزر موجه بنفث الماء حيث يتم إقران شعاع الليزر النبضي بنفث مائي منخفض الضغط. يستخدم هذا لأداء وظائف القطع بالليزر أثناء استخدام تدفق الماء لتوجيه شعاع الليزر ، مثل الكثير من الألياف الضوئية ، من خلال الانعكاس الداخلي الكلي. وتتمثل مزايا ذلك في أن الماء يزيل أيضًا الحطام ويبرد المادة. المزايا الإضافية على القطع التقليدية بالليزر "الجاف" هي سرعات التقطيع العالية ، الشق المتوازي ، والقطع متعدد الاتجاهات.
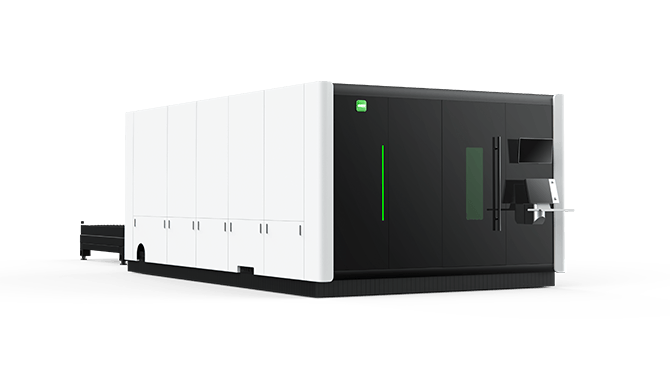
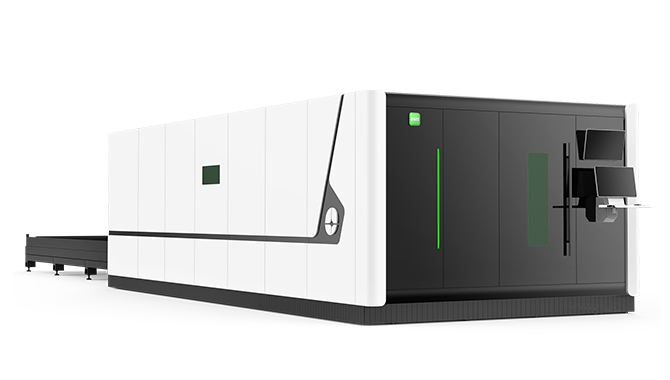
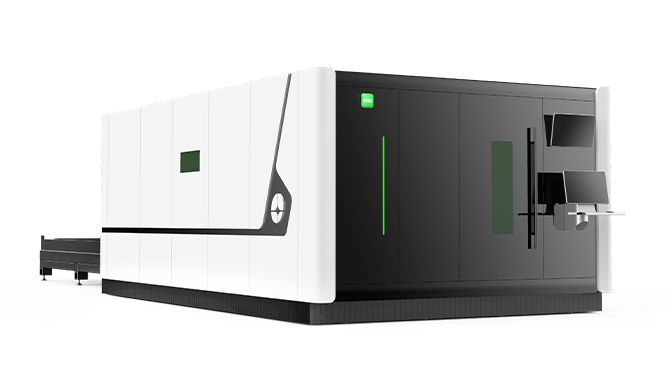
ليزر الألياف هو نوع من أنواع ليزر الحالة الصلبة الذي ينمو بسرعة في صناعة قطع المعادن. على عكس ثاني أكسيد الكربون ، تستخدم تقنية الألياف وسيلة ربح صلبة ، بدلاً من الغاز أو السائل. ينتج "ليزر البذور" شعاع الليزر ثم يتم تضخيمه داخل الألياف الزجاجية. بطول موجة يبلغ 1.064 ميكرومتر فقط ، تنتج ليزر الألياف حجم بقعة صغير للغاية (يصل إلى 100 مرة أصغر من ثاني أكسيد الكربون) مما يجعلها مثالية لقطع المواد المعدنية العاكسة. هذه إحدى المزايا الرئيسية للألياف مقارنة بثاني أكسيد الكربون
معدلات الإنتاج والقطع


تطبيق
يتم تطبيق القطع بالليزر والقطع الدقيق بالليزر لأنواع مختلفة من المواد حيث تتطلب الخطوط المعقدة معالجة دقيقة وسريعة وخالية من القوة. ينتج الليزر شقوقًا ضيقة وبالتالي يحقق قطعًا عالي الدقة. لا تظهر هذه الطريقة أي تشويه وفي كثير من الحالات لا تكون المعالجة اللاحقة ضرورية لأن المكون لا يخضع إلا لمدخلات حرارة قليلة ويمكن في الغالب قطعه بدون خبث.
يمكن تقطيع جميع أنواع المعادن تقريبًا بالليزر: يعد الفولاذ الطري والفولاذ المقاوم للصدأ والألمنيوم أكثر التطبيقات شيوعًا. قطع الليزر الأخرى مصنوعة من الخشب والبلاستيك والزجاج والسيراميك. بالمقارنة مع التقنيات البديلة مثل القطع بالقالب ، فإن القطع بالليزر فعال من حيث التكلفة بالفعل للإنتاج بكميات صغيرة. الفائدة الكبيرة للقطع بالليزر هي مدخلات طاقة الليزر الموضعية التي توفر أقطارًا بؤرية صغيرة ، وعرضًا صغيرًا للشق ، ومعدل تغذية مرتفعًا ومدخلات حرارة قليلة.
الفولاذ الطري
القطع في بعدين هو مجال ليزر ثاني أكسيد الكربون. سرعات القطع النموذجية للصلب الطري هي على سبيل المثال 18 م / دقيقة لـ 1 مم و 4.5 م / دقيقة لـ 3 مم و 1.5 م / دقيقة لقوة المواد 8 مم. في الأساس ، يحدث قطع المعادن بالليزر من خلال التسخين الموضعي للمادة فوق نقطة الانصهار في النقطة المحورية لليزر المركز. يتم إخراج المادة المنصهرة الناتجة عن طريق تدفق غاز موجه بشكل محوري إلى شعاع الليزر بحيث يتم تشكيل شق.
بالنسبة للفولاذ منخفض السبائك على وجه الخصوص ، يستخدم الأكسجين عادةً كغاز قطع. في الوقت الحالي ، يبلغ الحد الأقصى لسمك العداد القابل للمعالجة لقطع الفولاذ بلهب الليزر حوالي 25 مم.
ستانلس ستيل
تتم معالجة الفولاذ المقاوم للصدأ مع القطع بالليزر. يتناسب ثاني أكسيد الكربون وليزر الحالة الصلبة أيضًا مع هذا النوع من التطبيقات ، مع تفضيل ليزر ثاني أكسيد الكربون لقطع المواد السميكة. تعمل ليزر ثاني أكسيد الكربون على قطع الفولاذ المقاوم للصدأ وفولاذ البناء بسرعة قطع تبلغ 18 م / دقيقة بقوة مادية تبلغ 1 مم.
في معالجة المواد الدقيقة ، يتم استخدام ليزر الحالة الصلبة (ليزر الألياف ، النبضي ND: YAG) بشكل شائع لقطع الفولاذ المقاوم للصدأ بالليزر ، مما يوفر عرض قطع يصل إلى 20 ميكرون اعتمادًا على سمك الفولاذ.
المعادن الثقيلة غير الحديدية (معالجة المواد شديدة الانعكاس)
الألومنيوم ، المغنيسيوم ، النحاس ، النحاس ، البرونز ، التيتانيوم ، الزركونيوم ، النيكل ، الفضة ، الذهب ، البلاتين ، التنتالوم ، الزنك أو القصدير هي أمثلة للمعادن غير الحديدية التي يمكن قطعها بالليزر.
اعتمادًا على متطلبات قطعة العمل وسمك المادة ، يمكنك استخدام عمليات القطع بالإزالة باستخدام الليزر النبضي أو عمليات القطع الانصهار باستخدام ليزر CW.
مايكرو أم ماكرو؟
يمكن قطع قطع العمل الرفيعة باستخدام الليزر النبضي أو ليزر الموجة المستمرة. مع هذه العمليات ، يتم استخدام الغاز المساعد لطرد المواد المنصهرة من الشق ، مما ينتج عنه حافة قطع خالية من النتوءات. سيتراوح عرض الشق بين 50-300 ميكرومتر حسب المادة ونوع الليزر. تحدد قوة الليزر سرعة القطع ، والتي يمكن أن تتراوح من 0.5m / min إلى أكثر من 100m / min. باستخدام عمليات القطع هذه على مادة رقيقة ، يحقق الليزر النبضي دقة عالية وجودة عالية وتأثير حراري منخفض. يمكن لليزر الموجي المستمر (الماكرو) باستخدام نفس العملية تحقيق سرعات قطع عالية جدًا.
يتم قطع التسامي بدون أي قطع غاز. تتبخر المادة مباشرة ، وينشأ الشق عن طريق الاجتثاث التدريجي. يمكن تحقيق ذلك باستخدام ليزر ليفي أحادي النمط (ماكرو) أو ليزر نبضي قصير مع طاقة ذروة عالية (ميكرو). في كلتا العمليتين ، تعد أنظمة انحراف المرآة هي الخيار المفضل لحركة الحزمة.
الماكرو: ما هو الليزر الصحيح؟
يمكن استخدام ليزر ثاني أكسيد الكربون وليزر الألياف لقطع معظم المعادن غير الحديدية. تعكس بعض المعادن غير الحديدية شعاع ليزر ثاني أكسيد الكربون بقوة بحيث يفضل قطع ألياف الليزر. ينطبق هذا على النحاس (cu) والذهب (au) والفضة (ag). بالنسبة لجميع المعادن غير الحديدية الأخرى ، يمكنك أن تقول: تتمتع الليزرات الليفية بمزاياها بشكل أساسي في الصفائح الرقيقة ، لكن ليزر ثاني أكسيد الكربون يتمتع في الغالب بجودة أفضل للمواد السميكة.
نوبل ميتالز
نتائج قطع مثالية للمعادن ذات التوصيل الحراري العالي يمكن تقطيع المعادن الثمينة مثل الذهب والفضة والبلاتين بالليزر. يتم قطع المعادن البلاتينية بواسطة ليزر ثاني أكسيد الكربون بالإضافة إلى ليزر الحالة الصلبة ، بينما بالنسبة للذهب والفضة ، فإن ليزر YAG النبضي أو المتحول Q هو الخيار الأول حيث يتم امتصاص أطوال موجات ليزر الحالة الصلبة بشكل أفضل.
صانع آلة القطع بالليزر المهنية - oreelaser